jsw
-
Postów
21 -
Dołączył
-
Ostatnia wizyta
Typ zawartości
Profile
Forum
Blogi
Wydarzenia
Galeria
Pliki
Sklep
Articles
Market
Community Map
Treść opublikowana przez jsw
-
Miałem taki pasek, wystarczył na napinacz i zwiększenie kąta opasania, tarcie przy linie owiniętej proporcjonalne do e do potęgi liczba owinięć.
-
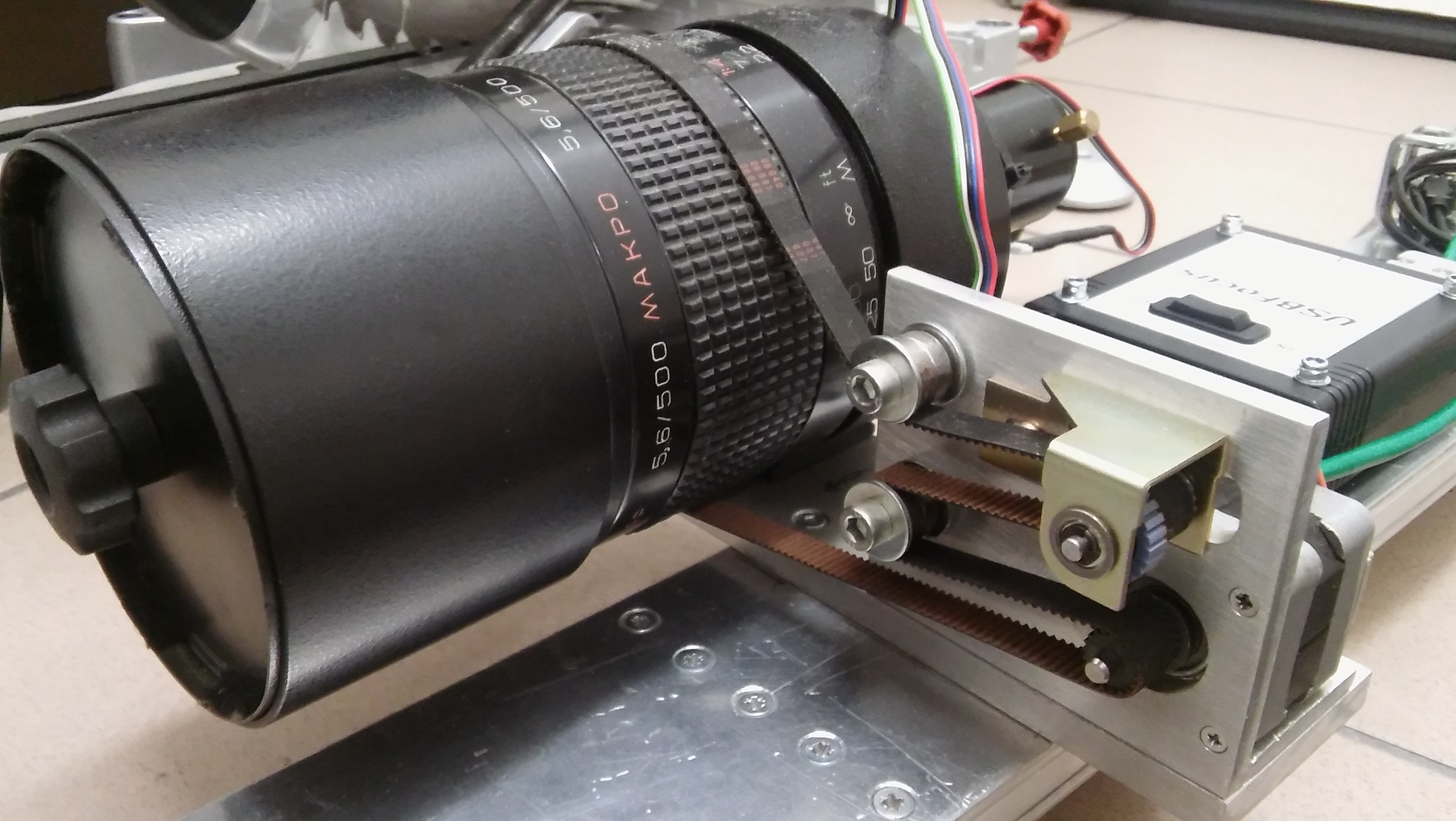
A może to Cię zainspiruje...

-
Ustawiłem swój kolimator takim urządzeniem, koszt komponentów <20PLN Pozdrowienia Jerzy Świeboda
-
Zakrycia Marsa przez Księżyc 27 lipca 2006 r.
jsw odpowiedział(a) na Janusz_W temat w Zjawiska zakryciowe
Witam, odkrycie było doskonale widoczne spod Lublina przez lornetkę 10x50. Pozdrowienia Jerzy Świeboda -
Rzeczywiście JACEK na priv-ie mnie przeprosił: Nie bardzo wiem dlaczego "o.k odezwe sie w czwartek traktujesz jako obietnice...." chyba zglupailes jesli myslisz w ten sposob,a gdyby ktos znalazl sie kto do wiecej to co mialem sprzedac tobie bo ty byles pierwszy??? czlowieku opanuj sie bo swiat nie kreci sie wokolo ciebie tylko wokolo forsy na forum mi nie zalezy ale to ja moge opublikowac twoja impertynecje, ktora kazdy potraktuje smiechem.... Pozdrowienia Jerzy Świeboda
-
Witam- ostrzegam przed transakcjami z JACEK. W dniu 2005-07-25 12:14 wysłałem deklarację zakupu: Witam- zdecydowałem się na zakup u Ciebie 2- 15mm Celestron omni ,1,25- 70,-pln Prosze o podanie kwoty do przelania na Twoje konto obejmującej również koszt przesyłki, W odpowiedzi 2005-07-25 12:19 otrzymałem: Witam, ok,odezwe sie w czwartek,mam troche wyjazdowej roboty. astropozdrowko. A dzisiaj 2005-07-27 15:40 dostałem: Przykro mi ale wszystko sprzedaslem hurtem Widać że JACEK zasadę dotrzymaywania danego słowa ma za nic. Pozdrowienia Jerzy Świeboda
-
Witam- układ wykonany według załaczonego schematu bedzie oczywiście działał. Zastosowano w nim optoizolatory dla galwanicznego odseparowania obwodów elektrycznych PC i układu sterujacego silnikiem krokowym. Wspólne zasilanie +5V i wspólna masa obu komponentów niweczy zamierzony efekt. Sam Mel Bartels na swojej stronie na schematach wyraźnie odróżnia zasilanie lewej strony optoizolatora z PC - masa i +5V Z PC i prawej z zasilacza sterownika. Widać to również na schemacie pełnego "Melona" Pozdrowienia Jerzy Świeboda
-
Witam- Ricardo z sympatią pokibicujemy Twojemu przedsięwzięciu. Masz rację - duże projekty dają największą satysfakcję. Nie bądź jednak w gorącej wodzie kąpany. Montaż dla dużego instrumentu to większe wyzwanie od samego instrumentu. Wielu deklaruje podzielenie się z Tobą swoimi doświadczeniami - korzystaj z tego obficie. Wybrałem ze swojej kolekcji coś dla Ciebie. Reszta pod URL http://www.kyyro.com/scope.htm Pzdrowienia.
-
Witam- przypomnienie Janusza o przeznaczeniu oprawy do Dobsona wiele mi wyjaśniło. Przychylam się do poglądu Cygnusa o niewielkim wpływie małych centrujących lustro przesuwów względem stałych 18 filcowych punktów podparcia, choć można by to sprawdzić we wzmiankowanym programie. Dla montażu w którym duże lustro mogłoby zajmować dowolne położenie w przestrzeni rozważyłbym modyfikację tego projektu. Powiększyłbym liczbę pasów do trzech przy trzykrotnym zmniejszeniu ich szerokości. Każdy pas startując i kończąc swój obieg lustra z tej samej podpory obejmowałby je prawie całe. Odpowiednio luzując i napinając naciągi można by precyzyjnie nim poruszać w płaszczyźnie prostopadłej do osi optycznej. Pozdrowienia.
-
Witam- Cygnusie- nie dam się sprowokować i nie zdradzę swoich zamiarów przed ich zrealizowaniem. Nawet w bezpośredniej z Toba rozmowie w piątek na zebraniu PTMA Lublin bedę mocno trzymał język za zębami. Wyznaję kilka zasad, min. o mówieniu i kruszcach szlachetnych. W stosownym momencie zwrócę się jednak o poradę do Ciebie, Adama K. i braci Marcinków. Pozdrowienia.
-
Witam- Januszu - dziękuję za wręcz natychmiastową reakcję. Twoja odpowiedź na pytanie pierwsze nieco mnie zaniepokoiła. Napisałeś że taśma reguluje położenie lustra. Otóż rzeczywiście regulując naciąg taśmy śrubą możemy przesuwać lustro w płaszczyźnie prostopadłej do osi optycznej względem stalowej gwiaździstej ramy, o ile przeciwległa podpora jest ruchoma względem niej - ma np. fasolki w aluminiowym płaskowniku. Ale skutkuje to przesuwaniem się lustra względem 18 podpór i niweczy efekt precyzyjnych obliczeń polp-em geometrii oprawy. Wydaje mi się że trafniejszym byłoby zaimplementowanie jakiegoś rozwiązania umożliwiającego przesuwanie całej stalowej ramy względem dna tubusu przy unieruchomionym lustrze względem niej. Proszę rozwiej moje obawy. Pozdrowienia
-
Witam- bardzo wysoko oceniam otwartość z jaką producent pokazał oprawę 60-tki. Mam w związku z kilka pytań, odpowiedź na które rozwiałaby moje wątpliwości; 1) ze zdjęć wynika że taśma obejmuje 1/3 obwodu lustra dociskając je do przeciwległego pionowego wspornika, czy tak? 2) z czego wykonana jest ta taśma? 3) z czego wykonane są białe wsporniki lustra w rogach trójkątów (teflon)? 4) co jest pod dociskami lustra od góry (chyba nie gołe Alu)? 5) co jest między trójkątami a płaskownikiem do którego są przytwierdzone, połączenie powinno być elastyczne (coś jest gdyż widać dystans). Widać otworek przy podstawie trójkąta - może kołek ustalający i sprężynki na nim i na śrubie centralnej? Myślę, że odpowiedź na te pytania nie jest niebezpieczna dla producenta, a dla nielicznych pragnących samodzielnie zmierzyć się wyzwaniem stworzenia oprawy własnoręcznie stanowić będzie nieocenioną pomoc. Pozdrowienia
-
Witam- zwróćcie uwagę na ten "MikroOkular z portem USB", może to nowa tania astrokamerka? Pozdrowienia
-
Witam- w Lidlu chyba czytają nasze Forum. Pozdrowienia
-
Witam- czy dla kogoś jest do końca i całkowicie jasna rola ciężarka balansu osi godzinowej w widlastym montażu paralaktycznym? Czuję tylko, że zapewnia on położenie środka ciężkości całego obracającego się układu (widły plus instrument) stale poniżej osi godzinowej. Jest on połączony suwliwie ze swoją osią i może przemieszczać się wzdłuż niej. Czy przesuwa się on w trakcie obrotu wideł czy też jest zablokowany na stałe w procesie wyważania? Pozdrowienia
-
Kilka uwag na temat przekładni, dokładności, sterowania
jsw odpowiedział(a) na temat w Dyskusje o astrofotografii
Witam- zadałem pytanie o sposób wyliczenia średnicy zaniepokojony podanym wynikiem. Według mojej wiedzy dla modułu m=1,6 mm oraz z=200 należy przygotować blank o średnicy równej (z+2)*m=323,2 mm. Podczas obróbki frezem modułowym na frezarce obwiedniowej frez od dotknięcia zewnętrznej średnicy powinien zagłębić się na 2,2 modułu. Da to zęby o wysokosci równej podwojonemu modułowi oraz zapewni luz wierzchołkowy równy 0,2 modułu. Należy tu precyzyjnie wyjaśnić o jaką średnicę zewnętrzną chodzi. Przygotowanie blanku w postaci płaskoczołowego walca da mierne uzębienie. Blank należy odpowiednio uformować. Do tego celu trzeba użyć noża o kolistym kształcie ostrza, o promieniu odpowiednio mniejszym niż promień używanego freza modułowego. Blank płaskoczołowy powinien mieć średnicę na tyle większą od wyliczonej wyżej, aby po toczeniu nożem uzyskać koliste wgłębienie, w którego środku jest właśnie 323,2 mm, oraz aby kształt kolisty doszedł prawie do brzegów blanku z pozostawieniem rezerwy na fazki. Uzyskane po takim przygotowaniu uzębienie ma zęby o równej wysokości na całej ich długości wzdłuż grubości ślimacznicy zapewniając, że "ślimak bez oporu posuwa ślimacznicę" ( w tym miejscu pozdrowienia dla El-Capitano). Dla swojej ślimacznicy niestety musiałem sam wykonać wszystkie obliczenia geometri blanku, frezerowi obwiedniowemu dałem gotowy surowiec przygotowany według mojego rysunku przez tokarza. Pozdrowienia -
Kilka uwag na temat przekładni, dokładności, sterowania
jsw odpowiedział(a) na temat w Dyskusje o astrofotografii
Witam- Nergal napisał: czy mógłbyś wyjaśnić jak obliczyłeś średnicę, i co rozumiesz przez średnicę w przypadku ślimacznicy. Według mojej wiedzy na ten temat, dokładna średnica blanku (materiału przed frezowaniem obwiedniowym frezem modułowym) mierzona w ściśle określonym miejscu jest krytycznym parametrem warunkującym sukces obróbki. Pozdrowienia -
Witam, potrzeba wykręcenia obiektywu od ZRT457 była przyczyną dla której wyrzeźbiłem szlifierką kątową jak niżej. Pozdrowienia.
-
Pierwszy konkurs Astro-Forum.org - nagrodzeni!
jsw odpowiedział(a) na Adam_Jesion temat w Sprawy techniczne
Witam, ja również natychmiast odpisałem Adamowi, ale nie omieszkuję podzielić się ze wszystkimi radością z uśmiechu losu. Mam zamiar korzystać z koszulki wyłącznie w letnie dni. Ciekaw jestem czy spotkam kogoś w takiej samej? Pozdrowienia -
Witam, rozważałem modernizację lornety DIY w najbardziej pożądanym kierunku - nasadki kątowe. Jednak nakład pracy nad zapewnieniem regulacji rozstawu oczu jako kolejnej, trzeciej nastawy niezależnej od regulacji osi obu ZRT wydał mi się wyzwaniem zbyt wielkim. Ponadto, wydaje mi się, że same nasadki nawet przy maksymalnym zbliżeniu obu ZRT wymagałyby rozstawu źrenic rzedu 90 mm a moje mają tylko 67 mm. Obecnie regulację wykonuje się poprzez obrót obudów pryzmatów zbliżając lub oddalając osie okularów ale zachowując ich równoległość. Sprawę rozwiązałoby użycie kaskady dwóch nasadek 90-stopniowych: pierwszej w płaszczyźnie osi głównych do wspólnego środka i drugiej po dowolnym obrocie do oka, oczywiście wszystko podwójnie dla każdego ZRT. To tyle teoretyzowania, poprzestanę na tym co jest obecnie. Pozdrowienia Jerzy Świeboda
-
Witam, przyczynek do dyskusji o lornetach, ale DIY(Do It Yourself). Walało się to kilkanaście lat osobno i pod wpływem obu lektur obu forów złożyłem razem. Wyszło 30,60x70 BINO z szukaczem zoom 8-24x40. Po namierzeniu szukacz się wsuwa w głąb podpartej części. Czarne pokrętła służą do niezależnej regulacji osi obu ZRT457 w prostopadłych płaszczyznach. Sprężyny zamiast przeciwwagi - całość ponad 5kg. Czekam na pogodę. Pozdrawiam.